
參考數據
-
振動研磨機應用報告 啟隆科技 振動研磨機於3D列印PLA物件後處理之研究
振動研磨機應用報告 啟隆科技 振動研磨機於3D列印PLA物件後處理之研究
1. 報告摘要
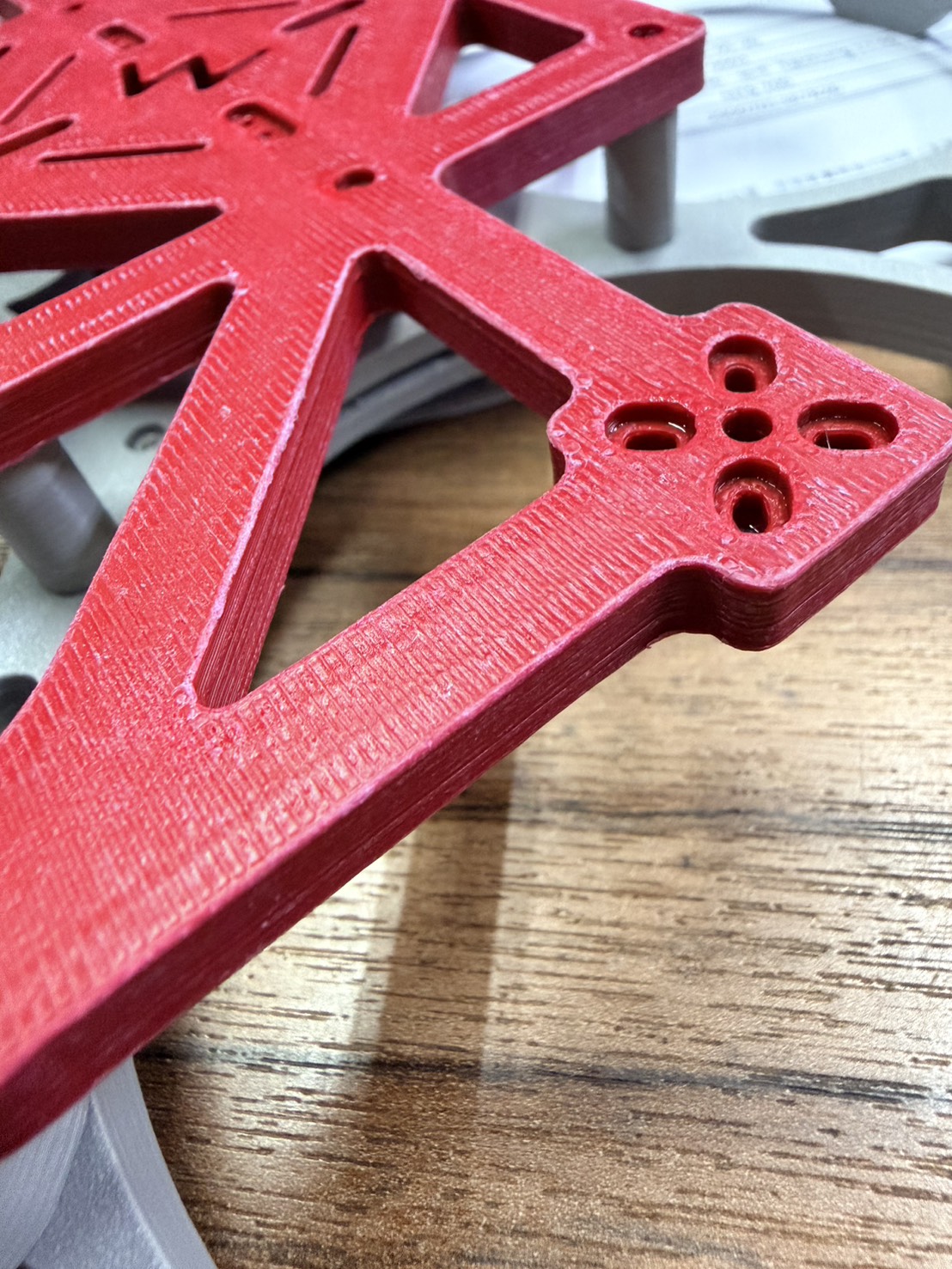
本報告針對啟隆科技振動研磨機應用於PLA材質3D列印物件的後處理效果進行實測研究。主要目的為去除列印毛邊、鈍化尖銳倒角,以及淡化表面層紋。 經15分鐘振動研磨後,物件表面毛邊已大幅去除,尖銳邊緣明顯鈍化,層紋顯著淡化,能有效降低電子零件線材在後續使用中因振動造成的破損風險。整體效果良好,適合電子產品外殼、支架、保護套等3D列印部件的批量後處理。
2. 研究背景
3D列印(FDM)技術在快速原型與小批量生產中廣泛應用,但PLA材質列印後常伴隨以下問題:- 表面存在明顯層紋(Layer Lines)
- 邊緣產生毛邊與尖銳倒角
- 在電子設備應用中,尖銳邊緣容易在運輸或長期振動環境下刮傷、割斷線材,導致短路或接觸不良
3. 實驗材料與設備- 研磨設備:啟隆科技振動研磨機(型號請依實際填寫)
- 工件材質:PLA(聚乳酸),標準FDM列印參數(0.2mm層高)
- 工件類型:含多處尖角、孔位及電子走線通道的3D列印外殼/支架
- 研磨介質:(使用氧化鋁石)
- 研磨時間:15分鐘(連續振動)
- 研磨液:清水 + 少量中性清潔劑
- 去除表面毛邊與殘留支撐材
- 鈍化尖銳倒角,保護線材免於刮傷
- 淡化層紋,提升外觀平滑度
- 評估15分鐘處理後的效果與工件尺寸變化
5.1 毛邊去除效果- 處理前:邊緣明顯有毛刺與纖維狀殘留
- 處理後15分鐘:毛邊幾乎完全去除,邊緣平整乾淨 去除率估計達95%以上
- 處理前:邊緣尖銳(可明顯刮傷手指或線材)
- 處理後:尖角明顯被圓滑化,形成約0.3~0.8mm的自然倒角
- 此鈍化效果能有效防止線材在振動環境下被割傷,大幅提升電子產品組裝後的可靠性
- 處理前:層紋清晰可見(典型FDM特徵)
- 處理後15分鐘:層紋高度明顯降低,表面光澤度提升,外觀更接近注塑件水準
- 整體尺寸變化極小(<0.1mm),不影響組裝精度
- 工件無明顯變形或裂紋
- 顏色保持穩定(未出現明顯泛白或變色)
啟隆科技振動研磨機在處理PLA 3D列印物件上表現優異,15分鐘處理時間即可達到實用級後處理效果。主要優點如下:- 高效批量處理:一次可處理多件工件,大幅優於手工打磨
- 一致性高:所有工件獲得均勻的毛邊去除與倒角鈍化
- 保護線材:鈍化倒角有效解決電子產品因振動導致線材破損的痛點
- 提升外觀:層紋淡化後產品質感提升,可直接用於客戶端展示或最終產品
- 操作簡單:無需專業技能,適合中小企業導入


-
啟隆科技[振動機研磨石選擇指南|材質、目數與應用解析]
研磨石系列規格與應用指南
以下為啟隆科技常用研磨石與拋光介質規格,可依不同加工階段與表面需求搭配使用:
1. 中鋼玉研磨石
-
粒度:#80(中等粗度)
-
尺寸範圍:5mm ~ 60mm
-
特性:高硬度、中度切削力,適合初步去毛刺與倒角處理
-
適用工件:鋼鐵、不銹鋼、銅、鋁等金屬沖壓件、鑄件
-
加工階段:初研磨 / 去毛刺
2. PG 塑膠研磨石
-
粒度:#320(中細度)
-
尺寸範圍:10mm ~ 60mm
-
特性:質輕、不傷工件,適合軟金屬與塑膠件表面整修
-
適用工件:鋁件、銅件、塑膠件
-
加工階段:中研磨 / 表面均化
3. PY 塑膠研磨石
-
粒度:#600(細度)
-
尺寸範圍:10mm ~ 60mm
-
特性:細緻研磨效果,表面接近預拋光狀態
-
適用工件:飾品、3C 零件、輕合金件
-
加工階段:細研磨 / 精修前段
4. 氧化鋁研磨石
-
粒度:#1200(超細)
-
特性:極細切削與拋光能力,表面亮度佳
-
適用工件:高精密零件、醫療器械、裝飾品
-
加工階段:預拋光 / 表面精修
5. 陶瓷珠
-
粒度:#2000(拋光級)
-
特性:無切削、專用於最終高光拋光處理
-
適用工件:不銹鋼飾品、餐具、醫療級零件
-
加工階段:最終拋光 / 高光處理
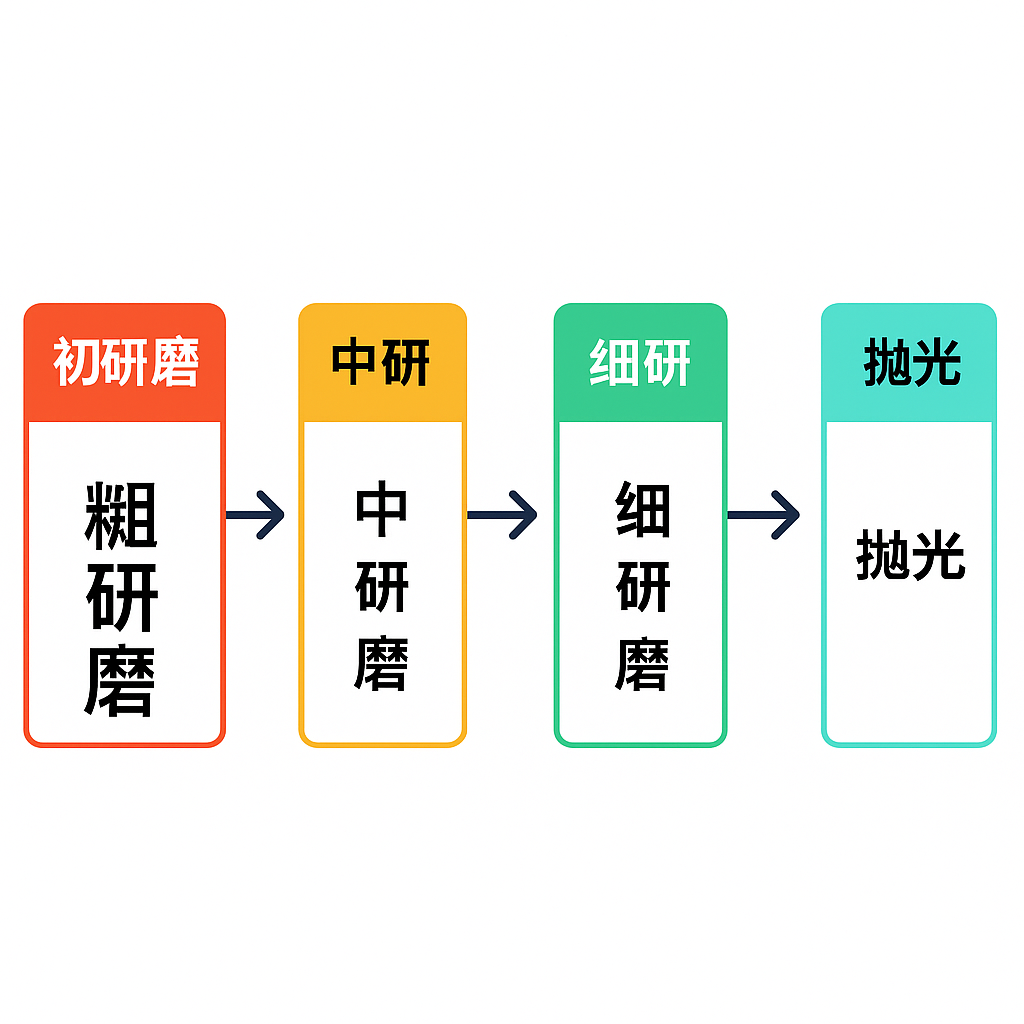
加工建議流程範例
-
初研磨:中鋼玉 #80 → 去毛刺 / 倒角
-
中研磨:PG 塑膠石 #320 → 表面均化
-
細研磨:PY 塑膠石 #600 → 精修前段
-
預拋光:氧化鋁石 #1200 → 表面細緻光澤
-
高光拋光:陶瓷珠 #2000 → 鏡面效果
適用設備
-
振動研磨機
-
滾筒研磨機
-
離心研磨機
-
-
烤網清洗機選哪家?
為什麼選擇啟隆科技洗烤網機?
-
工業級清洗技術
啟隆科技長期深耕研磨與拋光領域,將工業級清洗技術導入烤網清洗,確保每次清洗都能達到深層且均勻的潔淨效果,省時又高效。 -
安全無害的耗材設計
傳統使用鐵刷清洗,易因刷毛斷裂或破損而殘留在烤網上,可能隨食材進入口中,造成潛在風險。
啟隆科技的洗烤網機僅採用 水、食品級研磨石與食品清潔劑,耗材在清洗過程中逐漸磨損化為細粉,並隨水流沖走,不會對使用者或消費者造成傷害,安全有保障。 -
節省人力與成本、兼顧環保
自動化清洗取代人工刷洗,不僅能縮短清洗時間、降低人力成本,也減少大量一次性耗材的浪費。配合循環水系統與環保耗材,清潔過程更符合現代餐飲業對 效率與永續 的雙重需求。
過去多數店家清洗烤網,習慣使用 泡鹼片長時間浸泡。雖然能去油,但過程伴隨諸多問題——強鹼化學品刺激皮膚、殘留風險高、清洗耗時且廢水難處理,更可能違反住宅區或社區規範,造成罰款或顧客安全疑慮。啟隆科技洗烤網機 完全顛覆傳統做法,不需泡鹼片,僅以水、食品級研磨石與食品清潔劑進行深層清洗。耗材在過程中逐漸化為細粉隨水流排出,無毒無害、不腐蝕管線,輕鬆符合住宅與商業環境的使用規範,免去廢水處理的煩惱。
選擇啟隆,不只是乾淨,更是安全、環保、省時的新標準,讓烤網清洗回歸最單純的本質。
-
-
研磨機中藥水(研磨液/拋光液)的功能分析報告
研磨機中藥水(研磨液/拋光液)的功能分析報告
引言
研磨機在現代製造業中廣泛應用於金屬、陶瓷、玻璃等材料的表面處理,而藥水(研磨液或拋光液)作為研磨過程中的關鍵輔助材料,對於提升加工效率、工件品質和設備壽命具有不可或缺的作用。本報告詳細分析藥水在研磨機中的四大主要功能:潤滑與冷卻、化學輔助、清潔與防鏽、以及表面光潔度提升,並探討其在不同應用場景中的具體表現。
藥水的功能詳述
1. 潤滑與冷卻
研磨過程涉及研磨石與工件表面之間的高速機械摩擦,這會產生顯著的熱量。若熱量無法有效散發,可能導致工件變形、材料性能改變或表面燒傷。藥水作為潤滑劑,通過降低摩擦係數,減少熱量生成,同時促進熱量傳導,保護工件和研磨設備。
例如,在半導體晶圓拋光中,藥水的冷卻作用確保晶圓表面溫度保持在安全範圍內,避免熱應力損壞晶體結構。常見的研磨液成分包括水基溶液,搭配潤滑添加劑如聚乙二醇(PEG),以增強潤滑效果。2. 化學輔助作用
在化學機械拋光(CMP)技術中,藥水不僅提供物理潤滑,還通過化學反應促進材料移除。藥水中常含有酸性或鹼性成分(如氫氧化鉀或硝酸),這些成分與工件表面反應,形成較軟的氧化層或化合物,便於研磨石移除。
以矽晶圓拋光為例,藥水中的氧化劑(如過氧化氫)與矽表面反應生成二氧化矽層,隨後被研磨石輕鬆移除,從而實現高效且精確的表面平整化。這種化學-機械協同作用顯著提高了加工效率,特別適用於硬度較高的材料。3. 清潔與防鏽
研磨過程中,磨料和工件材料會產生大量碎屑,若不及時清除,可能堵塞研磨石或影響加工精度。藥水通過流動性和表面活性劑的作用,將碎屑從加工區域沖走,保持研磨環境清潔。此外,對於金屬工件,藥水中常添加防鏽劑(如苯並三唑,BTA),以防止工件在潮濕環境中發生腐蝕。
例如,在鋼鐵零件研磨中,防鏽劑能有效抑制鐵的氧化反應,確保工件表面在加工後仍保持穩定性和耐用性。4. 表面光潔度提升
藥水通過調節研磨石與工件間的接觸均勻性,確保研磨過程更平穩,從而提升工件表面的光潔度和精度。某些藥水含有奈米級懸浮顆粒(如二氧化矽奈米顆粒),這些顆粒在研磨過程中填充微小凹陷,進一步平滑表面。
在光學玻璃拋光中,藥水的這種作用尤為重要,能使表面粗糙度達到奈米級,滿足高精度光學元件的需求。藥水成分與選擇
藥水的成分根據應用需求而異,常見成分包括:
-
基礎液體:水或油基溶液,提供潤滑和冷卻功能。
-
化學添加劑:酸、鹼、氧化劑或緩蝕劑,用於化學反應或防鏽。
-
懸浮磨料:如二氧化矽或氧化鋁奈米顆粒,增強研磨效果。
-
表面活性劑:提高清潔效率,減少碎屑附著。
選擇藥水時需考慮工件材料、研磨石類型和加工目標。例如,硬質材料(如陶瓷)需要強效化學反應的藥水,而軟質金屬(如鋁)則需注重防鏽功能。
應用案例
以下是一些典型應用場景,展示藥水在不同行業中的作用:
行業
工件材料
藥水功能重點
典型藥水成分
半導體製造
矽晶圓
化學輔助、表面光潔度提升
氫氧化鉀、二氧化矽奈米顆粒
光學元件
玻璃、藍寶石
表面光潔度提升、冷卻
氧化鈰懸浮液、聚乙二醇
金屬加工
鋼鐵、鋁
清潔、防鏽、潤滑
苯並三唑、水基潤滑劑
陶瓷加工
氧化鋯、氧化鋁
化學輔助、冷卻
硝酸、氧化鋁懸浮液
挑戰與未來發展
儘管藥水在研磨機中作用顯著,但其應用仍面臨挑戰:
-
環境影響:某些化學成分可能對環境造成污染,需開發更環保的藥水配方。
-
成本考量:高性能藥水成本較高,需平衡性能與經濟性。
-
兼容性問題:不同工件材料和研磨石對藥水成分的兼容性要求不同,需精確匹配。
未來,隨著奈米技術和綠色製造的發展,藥水將朝向更高效、更環保的方向演進。例如,生物基研磨液和可回收藥水正在成為研究熱點。
-
-
振動研磨機(vibratory polishing / vibratory finishing machine)數據化可控加工

振動研磨機(vibratory polishing / vibratory finishing machine)
這個公式:
a=4π2f2A
就非常有用,它描述了振動研磨槽中物體所受的最大加速度,這對於研磨效率和效果有很大影響。
各參數在振動研磨機中的意義:
-
a:槽體或研磨介質對工件施加的最大加速度
→ 加速度越大,研磨效果越強,但也可能造成損傷或不穩定。 -
f:振動頻率(單位 Hz)
→ 常見為 20~60 Hz,頻率越高,接觸次數越多,拋光均勻,但動能較小。 -
A:振幅(單位 m,通常是幾毫米)
→ 振幅越大,衝擊力越強,但若過大可能導致材料破損或介質飛濺。
應用舉例:
假設一台振動研磨機的參數為:
-
振幅 A=3mm=0.003m
-
頻率 f=50Hz
代入公式:
a=4π2⋅502⋅0.003≈296m/s2
這表示研磨機對工件的加速度約為 30 倍重力加速度(g ≈ 9.81 m/s²),是一個非常強烈的作用力,適合高速去毛邊或強力拋光。
結論:
這個公式幫助你了解與設計振動研磨機的動態參數,可用來:
-
優化振幅與頻率的組合
-
評估加工效率與安全性
-
比較不同研磨機的效能
-